- Home
- / Services
- / Weld Qualification Testing
Complete Weld
Qualification — From PQR
to Production
Testing per every major international welding code. ASME, AWS, EN ISO, API, AS NZS, GOST — all under one roof.
Welding Codes Covered
Every Major International Welding Standard
From Indian boiler codes to nuclear Russian standards to Australian pressure equipment — if you need a PQR or WPQ, we have the accredited test methods to support it.
| Welding Code | Application | Scope |
|---|---|---|
| ASME Section IX | Pressure vessels, boilers, piping | PQR + WPQ, all positions |
| AWS D1.1 | Structural steel welding | Full mechanical suite |
| AWS D1.2 | Structural aluminium welding | Al alloy PQR |
| AWS D1.6 | Structural stainless steel | SS welding qualification |
| EN ISO 15614-1 | European welding procedure approval | Metals — arc welding |
| API 1104 | Pipeline welding qualification | Onshore/offshore pipelines |
| AS NZS 3992 | Australian pressure equipment | PQR per AS standards |
| GOST 6996 | Russian welding joint testing | Export/EPC projects |
| PNAE G-10-032 | Nuclear welding (Russian) | Nuclear equipment |
| IS 7307 / IS 2825 | Indian pressure vessel and piping | Indian code PQR |
Validated test methods: Mechanical tests for weld qualification are performed as per different International Standards (ISO, EN, AWS, ASME etc.). Test reports are accepted by IBR, major EPC contractors, certification bodies (BVIS, DNV, Lloyd’s, TUV), and international clients.
Mechanical Tests for Weld Qualification
The Full Test Battery. Tensile to Fracture Toughness.

Weld profile examination — stereo microscope with digital capture
Every test required to complete a Procedure Qualification Record (PQR) or Welder Performance Qualification (WPQ) — performed in-house, with specimens machined on-site to code geometry.
| Test | Standards | Details |
|---|---|---|
| Transverse Tensile | ASME IX QW-150, AWS D1.1 | Full section / reduced section specimens across the weld |
| All-Weld-Metal Tensile | ASME IX QW-150, EN ISO 15614 | Tensile from deposited weld metal only — UTS, 0.2% proof stress, elongation |
| Root / Face / Side Bend | ASME IX QW-160, ASTM E190 | Guided bend, various mandrel diameters per code; 180° bend without cracking criterion |
| Charpy Impact (Weld / HAZ) | ASME IX QW-170, ASTM E23 | Weld metal + HAZ notch locations; RT to −46°C using LN₂ cryogenic chamber |
| Macro Examination | ASME IX QW-183, AWS D1.1 | Cross-section through weld — lack of fusion, porosity, pass configuration, toe geometry |
| Micro Examination | ASTM E340, E407 | Weld microstructure, HAZ grain size, phase evaluation at 50× to 1000× |
| Hardness Survey | ASTM E384, NACE MR0175 | Parent metal, HAZ, and weld metal traverse; max 248 HV10 for sour service per NACE MR0175 |
| Nick Break | AWS D1.1 | Weld soundness verification — exposed fracture surface assessed for porosity and fusion |
| Fillet Weld Break | AWS D1.1, ASME IX | Macro + break test for fillet welds; throat size, leg length, and defect assessment |
| CTOD (Weld) | BS 7448-2, ASTM E2818, ISO 15653 | Fracture toughness of welds and HAZ for pipelines, offshore structures, and pressure vessels |
| Electrode Qualification | AWS A5.x, IS 814 | Mechanical testing of deposited weld metal from electrode batch qualification |
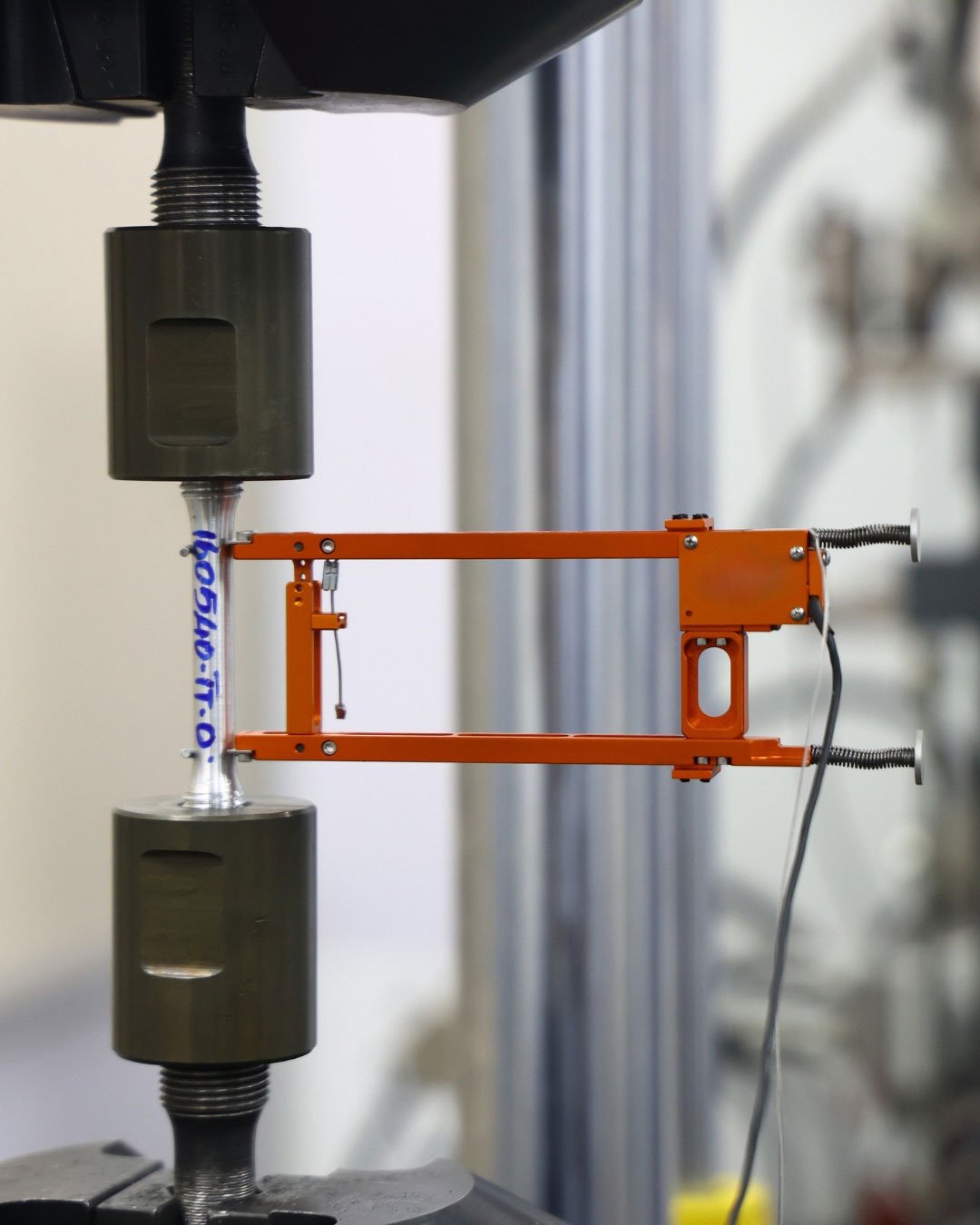
Transverse weld tensile test with extensometer
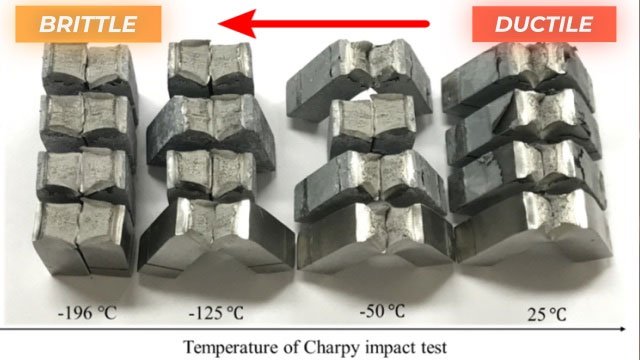
Charpy DBTT series for weld HAZ characterisation
In-house specimen preparation: CNC turning centres, VMC, and EDM wire-cut machines on-site. Transverse tensile, all-weld-metal tensile, Charpy V-notch, bend, and CT specimens machined to exact ASME/AWS/EN ISO geometry — no outsourcing, no custody gaps, faster turnaround.
Corrosion Testing for Welded Joints
Sensitisation, Sour Service & Ferrite. All Codes Covered.
Corrosion testing for SS, Ni-alloy, and duplex weld qualifications — critical for chemical plant, offshore, and export EPC projects.
IGC — Austenitic SS Welds
Intergranular corrosion testing per ASTM A262 (Practice A through E) for austenitic stainless steel weld qualifications. Sensitisation detection essential for 304, 316, 321, and 347 welds.
- ASTM A262
- Practice A–E
- 304 / 316 / 321 / 347
IGC — Ferritic SS Welds
Intergranular corrosion per ASTM A763 (Practice W/X/Y/Z) for ferritic stainless steel weld joints. Covers sensitisation in the HAZ of ferritic grades.
- ASTM A763
- Ferritic SS
IGC — Nickel Alloy Welds
Intergranular corrosion per ASTM G28 (Method A & B) for Ni-Cr-Mo alloy welds — Inconel 625, Hastelloy C-276, and similar overlay or butt-welded joints.
- ASTM G28
- Inconel 625
- Hastelloy
IGC — Russian / GOST Standard
IGC testing per GOST 6032 using AM, AMU, and B methods (boiling H₂SO₄ + CuSO₄) for export and EPC projects requiring Russian/CIS documentation.
- GOST 6032
- Export EPC
Ferrite Measurement — Duplex Welds
Ferrite number / volume fraction measurement per ASTM A800 and ASTM E562 on duplex (2205) and super duplex (2507) weld qualifications. Point counting and Ferritscope methods.
- ASTM A800
- ASTM E562
- Duplex 2205
SSCC / HIC — Sour Service Welds
Sulphide stress corrosion cracking and hydrogen induced cracking for sour-service weld qualifications — constant load, 4-point bend, C-ring, and DCB specimen geometries. HV max 248 verification included.
- NACE TM0177
- NACE TM0284
Materials Welded
From Carbon Steel to Titanium to Clad Joints
PQR and WPQ testing across the full spectrum of structural and high-performance alloy systems used in pressure equipment, pipelines, and critical welded fabrications.
Carbon & Low Alloy Steel
P1–P5 per ASME IX. CS pipe, plate, structural sections. P91, P22, chrome-moly alloys.
Stainless Steel
304, 304L, 316, 316L, 321, 347. Duplex 2205, super duplex 2507. Ferritic and martensitic grades.
Nickel Alloys
Inconel 625, Inconel 718, Hastelloy C-276, Monel 400, and other Ni-base alloys used in overlay and butt welds.
Aluminium Alloys
AWS D1.2 qualification. 5xxx and 6xxx series structural and marine aluminium. Al alloy pressure vessels.
Copper Alloys
Copper, brass, cupro-nickel (90/10, 70/30). Marine piping and heat exchanger tube sheet welds.
Titanium
CP titanium and Ti-6Al-4V weld qualification. Aerospace and chemical plant applications.
Clad & Dissimilar Metal
CS/SS clad plate welds. Dissimilar metal joints — butter layer qualification, overlay weld procedures, and transition joints.
Aluminium Alloys
AWS D1.2 qualification. 5xxx and 6xxx series structural and marine aluminium. Al alloy pressure vessels.
Industry Applications
Who Relies on Our Weld Qualification Testing
From IBR boiler shops to offshore platform fabricators to aerospace sub-tier suppliers — weld qualification underpins every safety-critical welded fabrication.
Oil & Gas
Pipeline girth weld qualification per API 1104. Pressure vessel PQR per ASME Section IX. Sour service weld qualification — hardness max 248 HV, SSCC/HIC verification. Offshore riser and jacket structure welds per AWS D1.1 + CTOD.
Power Generation
IBR-compliant PQR for boiler tubes, headers, and steam drums. P91/P22 chrome-moly weld procedures. High-temperature PWHT cycle verification. Charpy impact at sub-zero for LNG applications.
Aerospace
Titanium and Ni-alloy weld qualification. CTOD and fracture toughness of structural welds. SEM/EDS characterisation of weld zone microstructure, HAZ width, and heat-affected zone evaluation.
Shipbuilding & Offshore
Classification society witness-tested PQRs (DNV, Lloyd’s, BV). Structural steel per AWS D1.1. Aluminium hull welds per AWS D1.2. Duplex SS piping weld procedures with ferrite + IGC + CTOD.
Infrastructure & Structural Steel
Full AWS D1.1 prequalified and qualified WPS for bridges, buildings, towers, and heavy steel structures. Welder performance qualification (WPQ) with nick break and bend test documentation.
Chemical & Petrochemical
SS and Ni-alloy PQR with mandatory IGC (A262, G28). Duplex SS weld qualification including ferrite count and A923 intermetallic phase check. GOST documentation for EPC/export projects to CIS countries.
How It Works
From Test Coupon to Certified PQR
A straightforward process, with your engineer reviewing scope, standards applicability, and specimen geometry before testing begins.
01
Submit Test Coupon & WPS
Send the welded test coupon along with your Welding Procedure Specification (WPS), the applicable code, and the required test matrix. We review for dimensional compliance before cutting specimens.
03
Testing You Can Trust
All mechanical, metallographic, and corrosion tests are conducted following the quality practics of ISO/IEC 17025:2017. Code-specific acceptance criteria are applied at the time of testing.
02
In-House Specimen Machining
Specimens are machined to exact code geometry on our CNC and EDM wire-cut machines on-site. Transverse tensile, Charpy V-notch, bend bars, and macro sections — all with documented traceability.
04
Test Report & PQR Support
Test reports are issued with all parameters required to complete your PQR. Reports accepted by IBR, third-party inspection agencies, classification societies, and international clients.
Standards Quick Reference
Test Standards Used in Weld Qualification
| Mechanical Tests | Key Standards |
|---|---|
| Tensile (transverse / all-weld-metal) | ASTM E8/E8M, ISO 6892-1, ASME IX QW-150 |
| Guided bend (root, face, side) | ASTM E190, ASME IX QW-160 |
| Charpy impact (weld / HAZ) | ASTM E23, ISO 148-1, ASME IX QW-170 |
| Vickers / Micro-Vickers hardness | ASTM E92, E384, ISO 6507 |
| Macro examination | ASME IX QW-183, AWS D1.1 |
| Micro examination / etching | ASTM E340, E407, ISO 17639 |
| CTOD fracture toughness (weld) | BS 7448-2, ASTM E2818, ISO 15653 |
| Nick break / fillet weld break | AWS D1.1 |
| Electrode / filler qualification | AWS A5.x, IS 814 |
| Corrosion & Special Tests | Key Standards |
|---|---|
| IGC — austenitic SS | ASTM A262 (Practice A–E) |
| IGC — ferritic SS | ASTM A763 (W/X/Y/Z) |
| IGC — Ni-base alloys | ASTM G28 (Method A & B) |
| IGC — Russian/export | GOST 6032 |
| Ferrite number/volume fraction | ASTM A800, ASTM E562 |
| Intermetallic phase (duplex SS) | ASTM A923 |
| SSCC — sour service | NACE TM0177 (A/B/C/D) |
| HIC | NACE TM0284 |
| Pitting / crevice (weld zone) | ASTM G48 (Method A–F) |
Qualification by Welding Code
Which SEM technique answers your engineering question
ASME Section IX
Pressure vessels, boilers, piping
WPS/PQR qualification: tensile (cross-weld), guided bend (face, root, side), impact (if required by construction code), macro-examination. Welder performance qualification (WPQ) per QW-300.
ASME IX · QW-150/160/170/180
AWS D1.1 / D1.6
Structural steel, stainless steel
Reduced-section tensile, bend tests (transverse face/root), macro-etch, fillet weld break. CVN impact for fracture-critical applications. Welder qualification per Clause 4.
AWS D1.1 · D1.6 · D17.1
ISO 15614 / EN Standards
European code compliance
Cross-weld tensile, bend, Charpy impact (weld/HAZ/BM), hardness survey (HV10), macro & micro examination. WPQR documentation per EN ISO 15614-1 with EN ISO 9606-1 welder certification support.
ISO 15614-1 · EN ISO 9606-1 · ISO 9015 · ISO 17639
API Standards
Pipelines, drilling, production
Tensile, nick-break, bend, CVN impact per API 1104 for pipeline welding. Additional CTOD and hardness for sour-service applications. API 5L supplementary requirements.
API 1104 · API 5L · NACE MR0175
Weld Qualification Test Battery
Complete test matrix for procedure qualification
| Test | Purpose | Specimen Location | Standards |
|---|---|---|---|
| Cross-Weld Tensile | Joint efficiency — weld must meet base metal UTS | Transverse to weld axis | ASME QW-150, AWS 4.9, ISO 4136 |
| All-Weld-Metal Tensile | Weld metal mechanical properties | Longitudinal — weld metal only | AWS A5.x, ISO 15792 |
| Guided Bend | Ductility, fusion, soundness | Face, root, side (depending on thickness) | ASME QW-160, AWS 4.9, ISO 5173 |
| Charpy Impact | Toughness at design temperature | Weld centre, FL, FL+2, FL+5 (HAZ) | ASTM E23, ISO 148, ASME/AWS/ISO code-specific |
| Hardness Survey | Max hardness limits (sour service: ≤248 HV) | Traverse: BM → HAZ → WM → HAZ → BM | ISO 9015, NACE MR0175, ASME IX (when specified) |
| Macro-Examination | Weld geometry, penetration, defects | Cross-section through weld | ISO 17639, AWS D1.1 Clause 4 |
| Micro-Examination | Microstructure of weld, HAZ, fusion line | Cross-section — multiple locations | ASTM E3, E407, ISO 17639 |
| CTOD / Fracture Toughness | Fracture resistance (critical for offshore/subsea) | Weld centre, HAZ, fusion line | BS 7448, ISO 12135, ASTM E1820 |
| Corrosion (SSC/HIC) | Sour-service qualification of weld zone | Weld metal and HAZ | NACE TM0177, TM0284 |
Weld Qualification Workflow
End-to-end support from test coupon to documentation
1. Test Coupon Receipt
Welded coupon received with WPS, welding records, and base/filler material certificates. Coupon dimensions verified against code requirements. Photography and condition documentation.
2. Specimen Extraction
CNC machining of test specimens per code-specified locations and geometry. Tensile, bend, impact, macro/micro, hardness — all from the same coupon per extraction map.
3. Testing & Examination
Full mechanical test battery, metallographic examination, and hardness survey executed as per International Standards. All results traceable to calibrated equipment.
4. Documentation
Test reports provied with supporting PQR documentation. Results mapped to code acceptance criteria. Pass/fail determination per applicable standard. Revision support if re-testing is needed.
3–4 Days
Standard Turnaround
1–2 Days
Express Available
ISO 17025
Reports
Related Services
Metals Testing
Mechanical, chemical, and metallographic testing of ferrous and non-ferrous metals
Metallography & Failure Analysis
Microstructure examination, root cause failure analysis, and fractography
Corrosion Testing
SSCC, HIC, IGC, salt spray, pitting, and electrochemical corrosion evaluation
Onsite Testing & PMI
Portable hardness, PMI, field NDT, and on-location material verification
Need a PQR or Weld Procedure Qualification?
Tell us your welding code, base material, and test scope. We’ll confirm method applicability, turnaround, and report format before you ship the coupon.